网址:http://www.yixin-valve.com
邮箱:cnyxfm@163.com
电话:86-021-51863283
传真:86-021-51714683
Q Q:

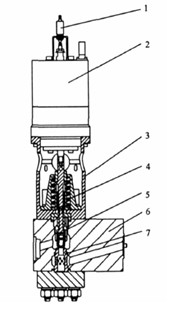
在电磁先导阀(图1) 电磁头不通电的情况下(电磁头无输出力) , 弹簧的作用力作用在阀杆上,阀杆将阀芯压紧在阀座上并保持密封。当电磁头通电产生提升力, 克服弹簧的力, 将阀杆提起, 阀芯脱离阀座, 系统介质排放。
|
1、 阀位指示器 2、电磁头 3、轭架 4、弹簧 5、阀杆阀芯组建 6、阀体 7、阀座 |
 |
1、阀芯上部销孔磨损, 销孔内侧有较为明显的被磨压形成的凹槽, 微观形貌可见有磨屑磨粒及较短的划痕等特征, 磨痕边缘为挤压辗平的金属磨屑形态。阀芯内腔底部与调节螺钉接触处, 可见有明显的磨损痕迹, 靠中间位置形成一圆形的凹坑, 微观形貌可见有剥落及腐蚀微孔等显微特性。
2、阀杆仅外圆表面有局部磨损, 存在部分剥落现象, 局部区域留下了与轴向基本平行的沟槽特征,可认为该阀芯与阀杆间存在周向相对运动。
3、销钉两端有明显的磨损及沟槽, 表面有可见剥落及较短的划痕等显微特性。
经检测, 阀芯、阀杆、调节螺钉和销钉材料的化学成分均与设计技术要求一致。硬度测试结果显示, 调节螺钉的硬度约为280HV , 阀芯硬度约为440HV , 阀杆硬度约为500HV , 销钉硬度约为550HV。分析确定, 阀门开启时阀芯等组件沿轴向产生微小振动及周向的相对微小转动, 造成了销钉、阀芯销孔处以及阀杆外表面的局部磨损。对于调整螺钉的螺纹部位而言, 宏观分析及微观分析表明, 该部位主要为接触疲劳引起的失效。由于螺纹连接部位存在一定的间隙, 在接触应力以及泄漏引起的振动荷载作用下, 金属表面的直接接触以及相对的运动, 使硬度相对较低的螺杆螺纹表面产生剥落(能谱分析结果表明磨损表面发生了金属的迁移) 。剥落的磨屑及基体脱落的粒子又使表面产生了磨料磨损, 同时兼有腐蚀磨损等, 导致了螺纹部的失效。由金相分析可知, 螺纹部的外表层存在较明显的形变流变痕迹, 表明该螺纹部位存在较大的应力作用。调节螺钉螺纹处的腐蚀麻点及腐蚀斑, 加上先导阀长期开启后, 其电磁头保持带电产生磁性, 引起调节螺钉和阀杆材料之间电极电位存在差异, 使调节螺钉螺纹处与阀杆之间的电化学腐蚀作用加速了螺纹处的失效。对于调节螺钉下端顶部而言, 由于阀芯与调节螺钉电极电位存在差异, 导致阀芯产生电化学腐蚀引起表面粗糙以及接 触强度下降, 因而导致调节螺钉下端顶部与阀芯接触面产生粘着磨损(能谱分析中也可看出磨损面上产生的金属迁移) , 随着泄漏引起的轴向振动载荷以及周向转动载荷的不断作用, 较软的螺钉顶部将随着粘着磨损的进行不断削平, 最终导致螺杆接触端面的失效。部件的失效分析表明, 失效不是由于单向高载荷引起的, 而是一种循环载荷(如振动) 现象。
为了消除阀芯组件的振动问题, 其有效的方法就是在先导阀处于开启状态时, 消除阀芯的自由活动性。因此对阀芯组件做了改进。
①取消阀杆的上密封, 将阀芯的筒体长度增加, 以阀芯与阀杆套筒控制阀门的行程。
②取消调节螺钉, 不再通过调节螺钉来调节阀门的行程, 避免材料不同引起电极电位差导致的电化学腐蚀。阀杆加长, 顶部呈圆头, 材料仍采用Inconel , 与阀芯材料接近。
③销钉直径由Φ3mm 增加到Φ5mm , 提高了强度, 以便在阀门处于开启状态下将阀杆的力传递到阀芯上, 将阀芯的上密封压紧在阀杆套筒上, 防止阀门开启后阀芯在蒸汽流的情况下发生振动。阀门的行程则通过阀芯的筒体长度来调整, 在先导阀组装初期, 通过加工阀芯的倒密封端来控制行程, 并控制先导阀的行程为负偏差, 阀芯和阀座密封面研磨后, 其行程取正偏差, 这样即使阀芯和阀座密封面多次研磨后也能保证先导阀的行程在允许误差范围内。阀芯组件改进后, 通过热态试验台架对一个新结构的先导阀进行了500 次的开关排放试验。试验完成后, 对阀芯组件进行了解体检查, 未发现振动造成的磨痕。又经现场实际运行3 个月后解体检查, 先导阀状态良好, 未发现阀芯部件存在磨痕, 证明已经消除
了电磁先导阀不能长时间开启的缺陷。
发布:上海仪欣阀门有限公司|返回:阀门知识


